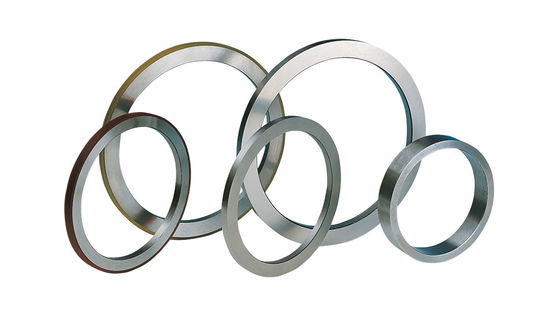
تیغه های SENDA برای برش طولی از کویل های فولادی، ورق ها و نوار های سرد شده طراحی شده اند. تیغه ها بر روی لبه های بالا و پایین یک خط برش نصب می شوند.پاکسازی افقی کنترل شده و همپوشانی تیغه برای برش مداوم یک کویل فولادی گسترده به نوارهای باریک تر استفاده می شود.
تیغه ها می توانند بر اساس نقشه های فنی، ابعاد تیغه های موجود یا نمونه های فیزیکی سفارشی شوند.دقت ابعادی و ابزار پشتیبانی بر اساس ضخامت فولاد گرم رول شده انتخاب می شود، مقاومت کششی، سرعت برش، شرایط ماشین و مشکلات قطع فعلی.
مشخصات اصلی محصول
|
پارامتر
|
مشخصات
|
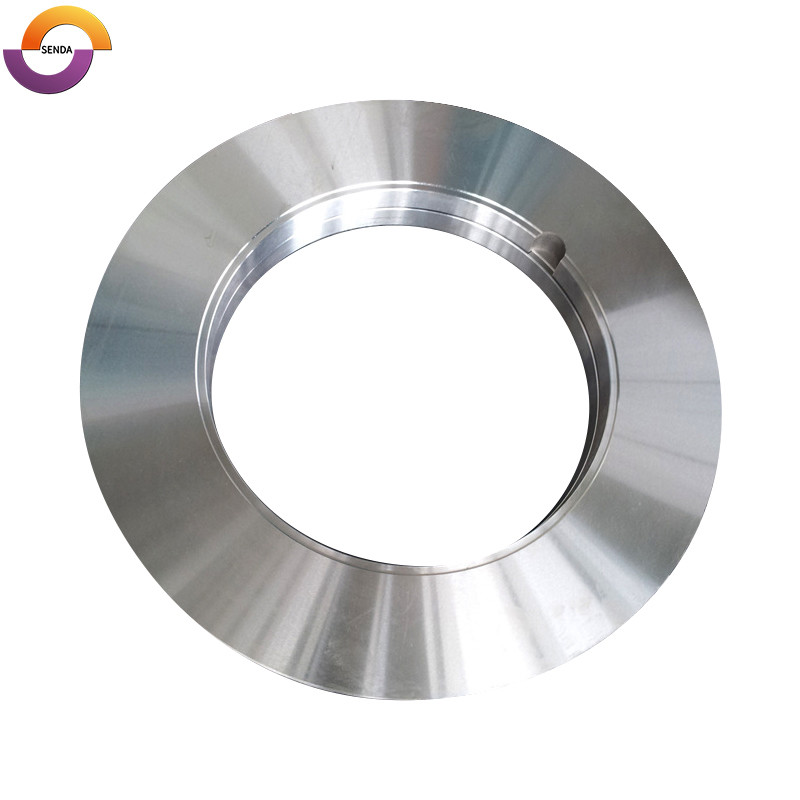
| نام محصول |
تیغه های قطعات چرخدار |
| نام های دیگر |
تیغه های قطعه کش، چاقوهای قطعه کش دایره ای، تیغه های قیچی چرخشی |
| درخواست |
برش طولی از طناب، ورق و نوار فولادی گرم |
| ضخامت برش |
0.24 میلی متر |
| مواد موجود |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| سختی فولاد ابزار |
HRC 62~64 برای مشخصات مورد استفاده از فولاد ابزار |
| حداکثر قطر بیرونی |
600 میلی متر |
| اندازه مثال |
6.000′′ OD × 3.000′′ ID × 0.375′′ T |
| تحمل قطر داخلی |
+0.02 میلی متر |
| تمرکز |
≤0.02 میلی متر |
| انعطاف پذیری ضخامت |
تا ± 0.001 میلی متر، بسته به قطر تیغه |
| خشکی سطحی استاندارد |
Ra 0.2 μm |
| خشکی سطح پولیش شده |
تا Ra 0.1 μm برای اندازه های مناسب |
| سرعت مرجع صنعت قطعات نازک |
تا حدود 305 m/min |
| سفارشی سازی |
بر اساس نقشه ها، ابعاد یا نمونه ها |
| مقدار تولیدی |
2 تکه |
| زمان تحویل |
30-35 روز |
اندازه نمونه ذکر شده یک مشخصات استاندارد ثابت نیست.سختی و تحمل ها مطابق با شرایط طراحی و برش واقعی تایید شده ساخته شده اند..
کاربردهای برش فولاد گرم
این تیغه های قطعات چرخدار عمدتا در:
- قطعات فولادی
- برش ورق فولادی از فولاد
- تولید نوار باریک و گرم
- مراکز پردازش سیم کشی فولاد
- مراکز خدمات فولاد
- برش لبه های ورق از طریق نرد گرم
- خطوط برش متناوب چند چاقو
این محصول برای فولاد گرم رولد شده است که فرآیند رولد را به اتمام رسانده و خنک شده است.برش گرم یا برش در طول در یک خط رولینگ گرم.
مشکلات رایج در برش فولاد گرم
ضخامت، قدرت، مقیاس سطحی و بار برش فولاد گرم رول شده بر انتخاب مواد تیغه، سختی و پارامترهای ابزار تأثیر می گذارد. پیکربندی نادرست تیغه یا ابزار ممکن است منجر به:
|
مشکل مشترک
|
نتیجه معمولی
|
| برر هاي زيادي |
برگهای مستمر یا محلی در امتداد لبه شکاف |
| انحراف لبه |
لبه های نوار های نوردی شده، فشرده شده یا تغییر شکل داده شده |
| برش تیغه |
تراشه های محلی، میکرو ترک ها یا آسیب های لبه ای |
| استفاده سریع تیغه |
تیره شدن سریع لبه ها و تزریق مجدد مکرر |
| استفاده نامناسب تیغه |
میزان فرقی بین تیغه های بالا، پایین یا مجاور |
| تنوع عرض |
تغییرات ابعاد در نوار های آماده |
| چاقو به هم زدن |
تداخل در هنگام نصب یا کار با تیغه |
| جدا کردن ناپایدار |
مشکل در هدایت یا جدا کردن نوارهای شکاف |
این مشکلات همیشه فقط به خاطر مواد تیغه ایجاد نمیشوند. شفافیت افقی، دقت درخشش، موازی تیغه، تجمع فاصله،حالت نصب و پیکربندی جدا کردن نیز ممکن است بر نتیجه برش تاثیر بگذارد.
چرا برر و نتایج غیر طبیعی برش رخ می دهد
نتایج مختلف برش می تواند نشان دهنده مناطق مختلف است که نیاز به بررسی دارد.
|
نتیجه برش
|
جهت بازرسی
|
| بر روی تمام نوارها، شکاف های کاملاً نامنظم |
دقت ماشین برش و مجموعه کامل ابزار بررسی |
| نوارهای عجیب و یا حتی نمی توانند به طور کامل جدا شوند |
بررسی تراز شانه بربر و فاصله از اولین جفت تیغه |
| برگهای منظم در یک طرف نوارها ظاهر می شوند |
بررسی موقعیت جدا کردن، شانه جدا کننده و فضای اولیه |
| در طول تمام طول نوار، به طور مداوم بریده می شود. |
بررسی رونمایی بالاب و موازی شدن تیغه |
| بعضي از نوارها قابل قبول هستند در حالي که بعضي ها نقص دارند |
بررسی اشتباه تراکم یافته تیغه و وضعیت سطح تیغه |
| بر روی هر دو طرف تمام نوارها به طور منظم بریدهای بیش از حد وجود دارد |
فاصله افقی ممکن است خیلی بزرگ باشد. |
| فشرده سازی منظم در هر دو طرف از تمام نوارها |
فاصله افقی ممکن است خیلی کوچک باشد. |
بنابراین مشکلات برش فولاد گرم رول شده باید با بررسی تیغه ها، لبه ها، فاصله ها، فضای خالی و وضعیت نصب به جای افزایش سختی تیغه ها ارزیابی شود.
مواد تیغه برای ضخامت های مختلف فولاد گرم
SENDA مواد تیغه را با توجه به ضخامت فولاد گرم، مقاومت کششی، وضعیت سطح و نیازهای واقعی برش انتخاب می کند.
|
ضخامت فولاد گرم
|
مواد موجود تیغه
|
| <3.0 میلی متر |
LS7, LS6, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| 30.06.0 میلی متر |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| >6.0 میلی متر |
LS7, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
LS7، LS6 و LS13
LS7، LS6 و LS13 با توجه به محدوده ضخامت فولاد گرم رول شده انتخاب می شوند:
- LS7 می تواند در سه محدوده ضخامت اصلی استفاده شود.
- LS6 عمدتاً برای فولاد داغ تحت 6.0 میلی متر استفاده می شود.
- LS13 عمدتاً برای فولاد گرم رول شده بالاتر از 3.0 میلی متر استفاده می شود.
SKD11، D2 و Cr12MoV
SKD11، D2 و Cr12MoV دسته های مواد فولادی ابزار هستند که می توانند برای ضخامت فولادی گرم مختلف مورد استفاده قرار گیرند. انتخاب نهایی بستگی به قدرت نوار، مقیاس سطح، بار برش،سرعت برش و خطر پاره شدن.
HSS
HSS به عنوان یک دسته از مواد فولادی با سرعت بالا برای محدوده ضخامت های مختلف در دسترس است. درجه HSS خاص بر اساس شرایط واقعی برش انتخاب می شود.
SD-51 و SD-56
SD-51 و SD-56 می توانند برای کاربردهای رولد سرد و رولد داغ استفاده شوند. انتخاب نهایی هنوز هم به ضخامت نوار، قدرت و پارامترهای ماشین بستگی دارد.
تعادل سختی و سختی تیغه
HRC 62?? 64 برای مشخصات مناسب تیغه های ابزار فولادی در دسترس است، اما این محدوده سختی نباید به طور یکنواخت برای هر ماده تیغه مورد استفاده قرار گیرد.
سختی نهایی بستگی به:
- مواد تیغه
- ضخامت فولادی گرم
- مقاومت کششی
- وضعیت مقیاس سطح
- OD و ضخامت تیغه
- سرعت برش
- بار پیشرفته
- خطر شکستن
سختی بالاتر می تواند از حفظ لبه و کنترل فرسایش پشتیبانی کند، اما سختی تیغه نیز باید برای نوارهای ضخیم تر، بار های برش بالاتر یا شرایط ضربه در نظر گرفته شود.
بنابراین، مواد تیغه و پارامترهای درمان حرارتی باید با توجه به کاربرد خاص برش انتخاب شوند.HRC 62 ٪ 64 یک مشخصات جهانی سختی برای تمام تیغه های قطعات فولادی گرم نورد نیست.
ضخامت تیغه تحمل و موازی
دقت تیغه با قطر بیرونی تغییر می کند. تحمل ضخامت ± 0.001 میلی متر نباید به عنوان یک تحمل جهانی برای تمام اندازه های تیغه ارائه شود.
|
قطر بیرونی تیغه
|
انعطاف پذیری ضخامت
|
موازی
|
| ≤250 میلی متر |
±0.001 میلی متر |
0.002 میلی متر |
| ≤340 میلی متر |
±0.001 میلی متر |
0.002 میلی متر |
| ≤420 میلی متر |
±0.001 میلی متر |
0.002 میلی متر |
| ≤550 میلی متر |
±0.003 میلی متر |
0.002 میلی متر |
| ≤600 میلی متر |
±0.005 میلی متر |
0.005 میلی متر |
در یک سیستم برش چند چاقو، خطاهای ابعادی از تیغه های فردی و فاصله ها ممکن است تجمع یابد.بنابراین کل ابزار باید علاوه بر ضخامت هر تیغه جداگانه کنترل شود..
مسطحیت تیغه بر اساس قطر و ضخامت
مسطحیت تیغه به هر دو قطر بیرونی و ضخامت تیغه بستگی دارد.
|
قطر بیرونی تیغه
|
ضخامت ≤1 میلی متر
|
ضخامت 1 ⁄ 2 میلی متر
|
ضخامت: 2-5 میلی متر
|
ضخامت>5 میلی متر
|
| ≤250 میلی متر |
0.02 میلی متر |
0.005 میلی متر |
0.002 میلی متر |
0.002 میلی متر |
| ≤340 میلی متر |
0.03 میلی متر |
0.01 میلی متر |
0.005 میلی متر |
0.002 میلی متر |
| ≤420 میلی متر |
0.04 میلی متر |
0.02 میلی متر |
0.01 میلی متر |
0.002 میلی متر |
| ≤550 میلی متر |
️ |
️ |
0.02 میلی متر |
0.005 میلی متر |
| ≤600 میلی متر |
️ |
️ |
️ |
0.01 میلی متر |
مسطحیت مناسب و موازی به کنترل تماس تیغه، بار برش محلی، فرسایش نامتناسق و تغییرات در لبه های شکاف نهایی کمک می کند.
خشکی سطح و پایان
خشکی سطحی تیغه استاندارد Ra 0.2 μm است. برای اندازه های دقیق قابل استفاده، خشکی سطح پولیش شده می تواند به Ra 0.1 μm برسد.
|
پارامتر سطح
|
مشخصات
|
| خشکی سطحی استاندارد |
Ra 0.2 μm |
| خشکی سطح پولیش شده |
Ra 0.1 μm |
| محدوده اصلی قابل استفاده برای Ra 0.1 μm |
اندازه های مناسب تیغه با OD ≤420 mm |
| پوشش سطح |
خرد شده و پولیش شده |
اصطلاح اصلی ️ گردی سطح: Ra 0.1 μm ️ باید به ️ خشکی سطح اصلاح شود ، زیرا Ra به جای گردی به خشکی سطح اشاره دارد.
مرجع شفافیت افقی تیغه
فاصله افقی تیغه در ابتدا بر اساس ضخامت نوار و مقاومت کششی انتخاب می شود.
|
مواد و قدرت کششی
|
فاصله افقی به عنوان درصد از ضخامت نوار
|
| آلومینیوم نرم، مس و مس، ≤100 MPa |
۳%۵% |
| فولاد نرم، آلیاژ مس و آلومینیوم سخت، ≤240 MPa |
حدود 10 درصد |
| فولاد متوسط سخت و فولاد ضد زنگ نرم، حدود 420 ‰ 620 MPa |
حدود ۱۲% ٪۱۵% |
| فولاد ضد زنگ و فولاد آلاینده بالا، تقریبا 700 ∼ 1310 MPa |
تقریباً ۱۵% ٪۲۵% |
برای فولاد گرم، محدوده های مرجع اصلی عبارتند از:
- فولاد نرم تر و با مقاومت کششی ≤240 MPa: فاصله اولیه حدود 10٪ از ضخامت نوار.
- فولادی با مقاومت متوسط و مقاومت کششی تقریبا 420 ∼ 620 MPa: شفافیت اولیه تقریبا 12 ٪ ∼ 15 ٪ از ضخامت نوار.
این مقادیر مرجع تنظیمات اولیه هستند. شفافیت نهایی باید با توجه به درجه فولاد واقعی، ضخامت، وضعیت برش،دقت ماشین و مشخصات مورد نیاز لبه برش.
پاکسازی بیش از حد ممکن است منجر به تشکیل منظم burr شود. پاکسازی ناکافی ممکن است فشرده سازی مواد، بار برش و یا سایش غیر طبیعی را افزایش دهد.
نحوه کار تیغه های قطعات چرخدار
بعد از اینکه کویل فولادی گرم به خط برش وارد می شود، تیغه های چرخشی بالا و پایین بر روی لبه های مربوطه نصب می شوند. تیغه ها،فاصله ها و شیم ها با توجه به پهنای نوار مورد نیاز تنظیم می شوند..
فرآیند برش شامل:
- طومار فولادی گرم وارد خط برش می شود.
- تیغه های چرخشی بر روی لبه های بالا و پایین مطابق با عرض هدف قرار می گیرند.
- فاصله دهنده های فولادی موقعیت تیغه و عرض نوار را کنترل می کنند.
- شیم ها برای تنظیم دقیق موقعیت تیغه و فاصله افقی استفاده می شوند.
- تیغه های بالا و پایین فضای افقی مورد نیاز و همپوشانی را تشکیل می دهند.
- سیم پیچ فولادی به طور مداوم در حالی که از لبه های تیغه عبور می کند، برش می شود.
- حلقه های لاستیکی و حلقه های استریپر از نگه داشتن، هدایت و برداشتن نوار پشتیبانی می کنند.
- نوارهای شکاف به عقب نشینی یا پردازش پایین رودخانه ادامه می دهند.
کیفیت برش نه تنها به تیز بودن تیغه بستگی دارد، بلکه به وضعیت پیشاپیش، دقت تیغه، تنظیم فضای خالی و ابعاد تجمعی مجموعه کامل ابزار نیز بستگی دارد.
ابزار کامل برای خطوط برش فولاد گرم
SENDA می تواند تیغه ها و ابزار پشتیبان را با توجه به ماشین برش، عرض نوار هدف و ساختار ابزار-پایه تنظیم کند.
|
قطعات ابزار
|
عملکرد اصلی
|
| تیغه های قطعات چرخدار |
انجام برش طولی مداوم |
| فاصله دهنده های فولادی |
موقعیت تیغه کنترل و عرض نوار تمام شده |
| شیمز |
موقعیت تیغ باریک و فاصله افقی |
| حلقه های NBR |
توصیه شده برای مواد گرم رول شده برای حمایت از نگه داشتن، هدایت و جدا کردن |
| حلقه های PU |
اختیاری برای مواد گرم رولد |
| حلقه های فولادی |
فشار، هدایت و حذف نوارهای باریک |
| ابزار جدا کننده |
جدا کردن و هدایت نوارهای شکاف |
برای مواد گرم، حلقه های NBR جهت توصیه شده است، در حالی که حلقه های PU می تواند با توجه به شرایط ماشین و سطح مواد انتخاب شود.
چگونگی انتخاب تیغه های قطعات چرخشی برای فولاد گرم
1. پارامترهای فولادی گرم نورد شده را تایید کنید
لطفا درج کنید:
- از فولاد گرمطحن شده
- ضخامت نوار
- مقاومت کششی
- وضعیت سطح
این اطلاعات برای تعیین مواد تیغه، سختی و فضای افقی اولیه استفاده می شود.
2ابعاد تیغه و لوله را تایید کنید
لطفا درج کنید:
- قطر بیرونی تیغه
- قطر داخلی تیغه
- ضخامت تیغه
- ابعاد پیشاپیش
- ساختار حفاری و نصب
- نقشه موجود تیغه یا نمونه فیزیکی
همچنین باید هر گونه الزامات طراحی برای مسطحیت، موازی، تمرکز، شعاع، چامفر یا هندسه ی پیشرفته ارائه شود.
3شرایط تولید رو تایید کنید
لطفا درج کنید:
- سرعت برش
- عرض نوار هدف
- مدل ماشین برش
- پیکربندی ابزار چند چاقو
برخی از خطوط برش با سرعت بالا برای پردازش فولاد به حالت سرد و گرم تقریباً 0.5 × 2.7 میلی متر دارای سرعت مرجع صنعتی تقریباً 305 متر در دقیقه است.سرعت عملیاتی واقعی هنوز هم به ضخامت نوار بستگی دارداین سرعت نباید به طور یکنواخت در کل محدوده ضخامت 0.1~24 میلی متر اعمال شود.
4. مشکل برش فعلی را تایید کنید
عکس های لبه شکاف، لبه برش و وضعیت فرسایش می تواند به ارزیابی کمک کند:
- موقعیت و جهت برر
- برش تیغه ها
- فرسایش نامنظم تیغه
- تغییر عرض نوار
- چسبیدن چاقو
- جدا کردن ناپایدار
5-تطلبات ابزار پشتیبانی را تایید کنید
لطفاً تایید کنید که آیا سفارش مستلزم:
- جدا کننده های فولادی
- شیمز
- حلقه های NBR یا PU
- حلقه های استریپر فولادی
- ابزار جداکننده
از بررسی نقشه تا بازرسی ابعاد
تیغه های قطعات فولادی رولد گرم باید با آربر های موجود، فاصله ها و مجموعه کامل ابزار مشتری مطابقت داشته باشند.ابعاد existing blade یا نمونه های فیزیکینقشه تایید شده به عنوان مبنای تولید و بازرسی محصول نهایی استفاده می شود.
نقشه و بازبینی پارامتر
قبل از تولید، اطلاعات فنی بررسی می شود تا تأیید شود:
- OD تیغه، ID و ضخامت
- ابعاد تثبیت حفاری به لبه
- الزامات سطح و موازی
- الزامات تمرکز
- شعاع، شاخه و ساختار پیشرفته
- تعادل ابعاد و تاریخ بازرسی که در نقشه نشان داده شده است
مواد تیغه، سختی و درجه دقت نیز با توجه به ضخامت فولاد گرم، قدرت کشش و شرایط واقعی برش انتخاب می شوند.

بازرسی ابعاد تیغه های تمام شده
پس از ماشینکاری، ابعاد تیغه و وضعیت سطح نهایی بر اساس نقشه و الزامات سفارش تایید شده بررسی می شوند.این کمک می کند تا تایید کند که تیغه ها مطابقت با مشتری ̊s آربر های موجود و پیکربندی ابزار.
موارد بازرسی ممکن است شامل موارد زیر باشد:
- قطر بیرونی
- قطر داخلی
- ضخامت تیغه
- ابعاد مشخص شده در نقشه
- حالت برش و سطح
- تناسب ابعاد مجموعه های کامل ابزار
فرآیند تولید
SENDA ابزار برش صنعتی را از فولاد آلات آلیاژ تراشیده، فولاد های سریع، فولاد های اختصاصی و فولاد های عملکرد بالا پودر متالورژی تولید می کند.
فرآیند تولید اصلی شامل:
- درخواست و بررسی نقشه
- تایید مواد تیغه و سختی
- آماده سازی مواد خام و جعل
- درمان گرمی خلاء یا درمان گرمی حمام نمک
- تبر کردن
- ماشینکاری ابعاد CNC
- سنگ شکن داخلی و خارجی استیل
- تراشیدن سطح دقیق
- پردازش پیشرفته
- لیپ کردن یا پولیش کردن
- بازرسی ابعاد و سطح
- پیشگیری از زنگ و بسته بندی
مسیر تولید واقعی ممکن است با توجه به مواد تیغه، ابعاد و الزامات دقت متفاوت باشد.
بازرسی و کنترل کیفیت
SENDA از تجزیه و تحلیل مواد، بازرسی ابعاد و بازرسی سطح برای کنترل مواد اولیه، فرآیندهای تولید و تیغ های آماده استفاده می کند.
|
ماده بازرسی
|
محتوای بازرسی
|
| تجزیه و تحلیل طیف |
بررسی ترکیب شیمیایی مواد |
| تجزیه و تحلیل فلزی |
ارزیابی میکروسtruktور مواد |
| آزمایش غیر مخرب |
بررسی نقص مواد یا محصولات |
| بازرسی OD و ID |
چک قطر بیرونی و داخلی با توجه به نقشه تایید شده |
| بازرسی ضخامت |
ضخامت تیغه را بررسی می کند |
| بازرسی مسطح |
چک کردن سطح تیغه |
| بازرسی موازی |
بررسی موازی بین سطوح کاری |
| بازرسی تمرکز |
بررسی رابطه متمرکز بین سوراخ و قطر بیرونی |
| بازرسی خشکی سطح |
بررسی خشکی سطح خرد شده یا پولیش شده |
| بازرسی پیشرفته |
چک کردن حالت تراشیدن، برر و خرد کردن |
موارد خاص بازرسی بر اساس مواد تیغه، ابعاد، نقشه ها و الزامات سفارش تعیین می شوند.
بسته بندی و تحویل
|
ماده
|
مشخصات
|
| مقدار تولیدی |
2 تکه |
| زمان تحویل |
30-35 روز |
| حفاظت از زنگ |
روغن ضد زنگ |
| حفاظت درونی |
پوشش محافظ پلاستیکی |
| بسته بندی بیرونی |
جعبه چوبی محکم |
| شرایط پرداخت |
L/C، D/A، D/P، T/T، Western Union |
| گواهینامه |
ISO 9001 |
| محل اصلی |
چین |
قبل از بسته بندی، تیغه ها از زنگ محافظت می شوند. بسته بندی پلاستیکی محافظ و یک کیس پلائیوودی قوی به کاهش خطر رطوبت، خوردگی و آسیب های برش در طول حمل کمک می کند.
پرسش های مکرر
چه مواد برای تیغه های برش فولادی گرم رول شده در دسترس هستند؟
مواد موجود عبارتند از LS7، LS6، LS13، SKD11، HSS، SD-51، SD-56، D2 و Cr12MoV. LS7، LS6 و LS13 با توجه به ضخامت فولاد گرم انتخاب می شوند.مواد دیگر بر اساس قدرت نوار انتخاب می شوند، وضعیت سطح و الزامات قطع واقعی.
اين تیغه ها چه ضخامت فولادي دارند؟
محدوده ضخامت برش فعلی 0.1 × 24 میلی متر است. ضخامت های مختلف، قدرت و شرایط ماشین نیاز به مواد مختلف تیغه، سختی، ابعاد، فضای خالی و سرعت کار دارد.
آیا HRC 62-64 برای هر ماده تیغه مناسب است؟
شماره HRC 62 ٪ 64 فقط برای مشخصات تیغه های فولادی ابزار قابل استفاده در دسترس است.مواد سری SD و سایر درجه ها نیاز به انتخاب سختی با توجه به خواص مواد و شرایط عملیاتی واقعی دارند..
چه فاصله افقی برای برش فولاد گرم استفاده می شود؟
برای فولاد نرم تر گرم با مقاومت کششی ≤240 MPa، حدود 10٪ از ضخامت نوار را می توان به عنوان یک مرجع اولیه استفاده کرد. برای فولاد متوسط با مقاومت گرم در حدود 420 ‰ 620 MPa,تقریباً ۱۲% تا ۱۵% می تواند به عنوان یک مرجع اولیه استفاده شود. فاصله نهایی باید با توجه به مشخصات واقعی لبه برش، وضعیت برر، دقت ماشین و وضعیت تیغه تنظیم شود.
SENDA مي تونه چه دقيقي به شلاق بده؟
بسته به قطر تیغه، تحمل ضخامت می تواند به ± 0.001 mm و موازی می تواند به 0.002 mm برسد. خشکی سطح استاندارد Ra 0.2 μm است.در حالی که مشخصات پولیش قابل اجرا می تواند به Ra 0 برسد.1 μm
برای نقل قول چه اطلاعاتی لازم است؟
لطفاً درجه فولاد گرم رول شده، ضخامت، مقاومت کششی، سرعت برش، عرض نوار هدف، تیغه OD × ID × T، ابعاد لبه، مواد فعلی تیغه، مشکلات فعلی برش را ارائه دهید.نقشه و مقدار مورد نیاز.
اطلاعات مورد نیاز برای نقل قول سفارشی
برای تعیین ماده مناسب تیغه، سختی، دقت ابعاد و پیکربندی ابزار، لطفاً درج کنید:
- از فولاد گرمطحن شده
- ضخامت فولاد گرم
- مقاومت کششی
- سرعت برش
- عرض نوار هدف
- قطر بیرونی تیغه، قطر داخلی و ضخامت
- ابعاد پیشاپیش
- مواد جاری تیغه
- مشکل خیس شدن، پاره شدن یا فرسایش
- فاصله های مورد نیاز، حلقه های لاستیکی یا حلقه های استریپر
- نقشه فنی تیغه
- عکس های موجود تیغه یا ابعاد فیزیکی
- مقدار مورد نیاز
نقشه تیغه خود را آپلود کنید و ضخامت فولاد گرم، مقاومت کشش و پارامترهای خط برش برای مواد، تحمل ابعاد و بررسی کامل ابزار را ارائه دهید.

 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد!