SENDA تیغه های برش دوار HRC55 را برای برش مداوم طولی ورق ها، کویل ها و نوارهای فولاد ضد زنگ تولید می کند.
هر تیغه با توجه به درجه فولاد ضد زنگ، ضخامت مواد، استحکام کششی، سرعت برش، ابعاد آربور و شرایط دستگاه سفارشی می شود. D2 و SKD11 به عنوان گزینه های اصلی مواد تیغه با محدوده سختی HRC 55-57 در دسترس هستند.
برای اندازه تیغه های قابل اجرا، تحمل ضخامت را می توان تا 0.001 ± میلی متر، موازی بودن تا 0.002 میلی متر و زبری سطح صیقلی را تا 0.1 میکرومتر Ra کنترل کرد.
اطلاعات کلیدی محصول
|
مورد
|
مشخصات
|
| جنس تیغه |
D2 / SKD11 |
| سختی |
HRC 55-57 |
| ابعاد |
با توجه به نقشه ها سفارشی شده است |
| MOQ |
2 عدد |
| زمان سرب |
حدود 35 روز |
| بسته بندی |
کیف چوبی |
| دوباره سنگ زنی |
برای مشتریان خارج از کشور در دسترس است |
بررسی اجمالی محصول
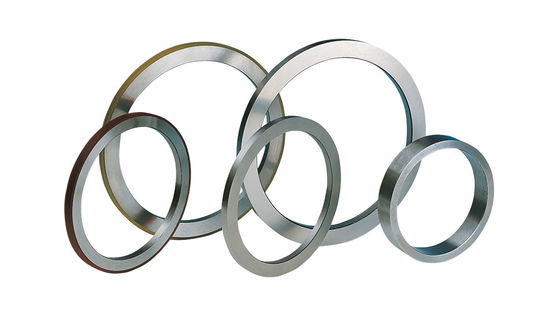
تیغه های برش دوار HRC55 بر روی آربورهای بالایی و پایینی دستگاه های برش فولادی ضد زنگ نصب می شود. تیغه ها از فاصله افقی کنترل شده و همپوشانی عمودی برای تقسیم مداوم ورق ها یا کلاف های فولادی ضد زنگ به نوارهای باریک تر استفاده می کنند.
کاربردهای معمولی عبارتند از:
- خطوط برش کویل فولادی ضد زنگ
- دستگاه های برش ورق فولادی ضد زنگ
- تولید نوار فولادی ضد زنگ
- مراکز خدمات فرآوری فلزات
- پردازش نوار فولادی ضد زنگ دقیق
- برش لبه های فولادی ضد زنگ
- سیستم های برش چند چاقو
نتیجه برش نهایی تنها با سختی تعیین نمی شود. مواد تیغه، دقت ابعادی، هندسه لبه برش، وضعیت آربور، پیکربندی فاصله دهنده و پارامترهای نصب نیز باید با برنامه مطابقت داشته باشند.
قبل از تولید، SENDA درجه فولاد ضد زنگ، ضخامت، استحکام کششی، ابعاد تیغه و شرایط دستگاه را بررسی می کند.
مشکلات رایج در برش فولاد ضد زنگ
برزهای لبه بیش از حد
فرزهای بیش از حد ممکن است مربوط به فاصله افقی نادرست، فرسوده شدن لبه های برش، خطاهای نصب تیغه یا فرسودگی درخت باشد.
ضخامت تیغه و موازی بودن آن نیز بر موقعیت برش بین تیغه های بالایی و پایینی تأثیر می گذارد. در سیستم های برش چند چاقو، انحرافات ابعادی در تیغه ها و اسپیسرها ممکن است جمع شده و فاصله واقعی برش را تغییر دهد.
بنابراین کنترل سوراخ نیاز به ارزیابی تیغه ها و پیکربندی کامل ابزار دارد.
برش لبه
براده شدن تیغه همیشه به دلیل سختی ناکافی ایجاد نمی شود.
اگر سختی بدون چقرمگی کافی بیش از حد بالا باشد، ممکن است هنگام بریدن فولاد ضد زنگ با استحکام بالا، عملکرد با همپوشانی بیش از حد تیغه ها یا برخورد غیرعادی، بریدگی موضعی رخ دهد.
اگر سختی خیلی کم باشد، سایش لبه برش و فرکانس سنگ زنی مجدد ممکن است افزایش یابد.
بنابراین محدوده HRC 55-57 باید با شرایط عملیات حرارتی D2 یا SKD11، استحکام فولاد ضد زنگ، ضخامت مواد و بار ماشین مطابقت داشته باشد.
سایش ناهموار تیغه
سایش یک طرفه یا موضعی تیغه ممکن است مربوط به موارد زیر باشد:
- صافی یا موازی تیغه
- فرار درختکاری
- پیکربندی ضخامت اسپیسر
- وضعیت قفل ابزار
- بارگذاری ناهموار
- تغییرات در ضخامت فولاد ضد زنگ
- تطبیق نادرست بین تیغه و قطعه کار
قبل از تعویض تیغه ها، آربوردها، اسپیسرها، رینگ های سلب بندی و شرایط نصب نیز باید بررسی شوند.
پهنای نوار ناپایدار
تغییر عرض نوار ممکن است به دلیل ضخامت تیغه، دقت فاصلهدهنده، موقعیت آربور، قفل کردن ابزار یا ردیابی مواد باشد.
برای خطوط برش چند تیغه ای، کنترل ابعادی باید به جای تیغه های برش دوار منفرد، کل مجموعه ابزار را پوشش دهد.
چرا مواد تیغه، سختی و دقت باید مطابقت داشته باشند؟
HRC55 تنها عامل انتخاب نیست
HRC55 سطح سختی راکول تیغه را نشان می دهد، اما نمی تواند به طور مستقل تعیین کند که آیا تیغه برای یک خط برش فولاد ضد زنگ خاص مناسب است یا خیر.
انتخاب تیغه نیز باید در نظر گرفته شود:
- درجه فولاد ضد زنگ
- ضخامت مواد
- استحکام کششی یا سختی
- سرعت برش
- عرض نوار مورد نیاز
- قطر بیرونی تیغه، قطر داخلی و ضخامت
- شرایط ماشین و درختکاری
- مشکلات موجود بریدگی، تراشه یا سایش
D2 و SKD11 را می توان در محدوده HRC 55-57 تحت عملیات حرارتی قرار داد. پیکربندی نهایی مواد و عملیات حرارتی باید با توجه به شرایط عملیاتی واقعی انتخاب شود.
تحمل ضخامت بر روی مونتاژ ابزار تاثیر می گذارد
برای اندازه تیغه های قابل اجرا، SENDA می تواند تحمل ضخامت تیغه را تا 0.001 ± میلی متر کنترل کند.
در مجموعه ابزار چند تیغه ای، ضخامت تیغه و اسپیسر پهنای انباشته ابزار را تعیین می کند. انحراف انباشته بیش از حد ممکن است منجر به تغییر عرض نوار یا تفاوت بین فاصله برش واقعی و طراحی شده شود.
مقدار 0.001 ± میلی متر برای هر قطر و ضخامت اعمال نمی شود. تلورانس های نهایی با توجه به ابعاد تیغه و درجه دقت مورد نیاز تایید می شوند.
موازی بر تماس تیغه تأثیر می گذارد
برای اندازه تیغه های قابل اجرا، موازی بودن را می توان تا 0.002 میلی متر کنترل کرد.
انحراف موازی ممکن است باعث تماس موضعی، بارگذاری ناهموار یا سایش لبه برش ناسازگار شود. موازی بودن کنترل شده به حفظ موقعیت تماس مورد نظر بین تیغه های بالا و پایین کمک می کند.
زبری سطح بر اصطکاک و تماس تأثیر می گذارد
سطح استاندارد ریز زمین می تواند به Ra 0.2 میکرومتر برسد.
برای اندازه تیغه های قابل اجرا، یک سطح صیقلی تا 0.1 میکرومتر Ra موجود است.
سطح مورد نیاز باید با توجه به الزامات سطح فولاد ضد زنگ، چسبندگی مواد، سرعت برش و شرایط عملیاتی انتخاب شود.
محلول تیغه چرخشی SENDA HRC55
سفارشی با توجه به نقشه ها و شرایط عملیاتی
SENDA تیغه های چرخشی HRC55 را بر اساس نقشه های مشتری، نمونه های فیزیکی یا ابعاد تیغه های موجود تولید می کند.
موارد قابل تنظیم عبارتند از:
- قطر بیرونی
- قطر داخلی
- ضخامت تیغه
- تناسب با حوصله
- هندسه لبه برش
- سختی
- صافی
- موازی سازی
- زبری سطح
- حفاظت از زنگ زدگی
- روش بسته بندی
درجه فولاد ضد زنگ، محدوده ضخامت، استحکام کششی، سرعت برش و شرایط دستگاه قبل از تولید بررسی می شود.
گزینه های مواد D2 و SKD11
D2 و SKD11 فولادهای ابزار سرد مورد استفاده برای تیغه های برش فلز هستند.
انتخاب نهایی مواد به موارد زیر بستگی دارد:
- استحکام فولاد ضد زنگ
- ضخامت مواد
- بار لبه برش
- حالت سایش مورد انتظار
- ریسک تراشه
- نیازهای دوباره سنگ زنی
- شرایط خط برش
مقدار HRC 55–57 نشان داده شده در این صفحه، محدوده سختی تیغه موجود است. این بدان معنا نیست که هر برنامه کاربردی از یک فرآیند عملیات حرارتی یکسان استفاده می کند.
سنگ زنی دقیق و کنترل ابعادی
SENDA موارد زیر را با توجه به ابعاد تیغه و نقشه تایید شده کنترل می کند:
- ضخامت تیغه
- صافی
- موازی سازی
- ابعاد سوراخ
- متمرکز بودن یا خروج شعاعی
- وضعیت لبه برش
- زبری سطح
برای اندازه تیغه های قابل اجرا:
- تحمل ضخامت می تواند به 0.001 ± میلی متر برسد
- موازی می تواند به 0.002 میلی متر برسد
- زبری سطح استاندارد می تواند به Ra 0.2 میکرومتر برسد
- زبری سطح صیقلی می تواند به Ra 0.1 میکرومتر برسد
پشتیبانی کامل از Slitting Tooling
علاوه بر تیغه های چرخشی، SENDA می تواند اجزای ابزار را مطابق با عرض نوار، روش جداسازی مواد و ساختار دستگاه ارائه دهد.
اجزای موجود عبارتند از:
- اسپیسرهای فولادی
- شیمز
- حلقه های PU
- حلقه های لاستیکی
- حلقه های جداکننده
- حلقه های استریپر
تیغه ها، جداکننده ها و اجزای جداسازی باید به عنوان یک سیستم ابزار کامل پیکربندی شوند تا عدم تطابق ابعادی و جداسازی مواد ناپایدار را کاهش دهند.
مشخصات فنی
|
پارامتر
|
مشخصات
|
| نام محصول |
تیغه های چرخشی HRC55 |
| برنامه |
ورق فولادی ضد زنگ، سیم پیچ و نوار برش |
| جنس تیغه |
D2 / SKD11 |
| سختی |
HRC 55-57 |
| قطر بیرونی |
سفارشی با توجه به نقاشی |
| قطر داخلی |
با توجه به ابعاد درختکاری سفارشی شده است |
| ضخامت تیغه |
سفارشی با توجه به پیکربندی ابزار |
| تحمل ضخامت |
تا 0.001 ± میلی متر برای اندازه تیغه های قابل اجرا |
| موازی سازی |
بسته به ابعاد تا 0.002 میلی متر |
| صافی |
با توجه به قطر تیغه، ضخامت و الزامات طراحی کنترل می شود |
| تحمل حفره |
با توجه به نقشه مورد تایید و تناسب درخت |
| متمرکز بودن / خروجی شعاعی |
طبق نقشه و نقشه بازرسی مصوب |
| زبری سطح استاندارد |
Ra 0.2 میکرومتر |
| زبری سطح صیقلی |
تا 0.1 میکرومتر Ra برای اندازههای تیغه قابل اجرا |
| هندسه لبه |
با توجه به برنامه برش سفارشی شده است |
| پایه تولید |
طراحی، نمونه یا ابعاد تیغه موجود |
| تطبیق ابزار |
اسپیسرها، شیم ها، حلقه های PU، حلقه های لاستیکی و حلقه های استریپر |
| MOQ |
2 عدد |
| زمان سرب |
حدود 35 روز |
| بسته بندی استاندارد |
کیف چوبی |
| سرویس ریگرینگ |
برای مشتریان خارج از کشور در دسترس است |
| گواهینامه |
ISO 9001 |
| کشور مبدا |
چین |
توجه:مقادیر دقت ذکر شده برای هر اندازه تیغه اعمال نمی شود. تلورانس های نهایی و معیارهای بازرسی با توجه به قطر تیغه، ضخامت، مواد و نقشه تایید شده تایید می شوند.
کاربردهای برش فولاد ضد زنگ
تیغه های برش دوار HRC55 برای برش طولی ورق ها، کویل ها و نوارهای فولادی ضد زنگ استفاده می شود.
پیکربندی تیغه باید با توجه به درجه خاص فولاد ضد زنگ و شرایط عملیاتی انتخاب شود.
گریدهای مختلف فولاد ضد زنگ ممکن است متفاوت باشند:
- استحکام کششی
- رفتار سخت کار
- الزامات سطحی
- الزامات برش لبه
- خطرات تراشه و سایش
توصیف کلی "فولاد ضد زنگ" برای انتخاب نهایی تیغه کافی نیست. مشتریان باید اطلاعات درجه مواد، محدوده ضخامت و قدرت را ارائه دهند.
تیغه های چرخشی HRC55 چگونه کار می کنند
تیغه های شکاف دوار معمولاً به صورت جفت بر روی آربورهای بالایی و پایینی نصب می شوند.
همانطور که فولاد ضد زنگ از دستگاه عبور می کند، تیغه های بالایی و پایینی از طریق فاصله افقی کنترل شده و همپوشانی عمودی یک عمل برشی مداوم ایجاد می کنند.
شرایط برش نهایی تحت تأثیر موارد زیر است:
- جنس تیغه و سختی
- وضعیت لبه برش
- فاصله افقی
- همپوشانی عمودی
- دقت درختکاری
- موازی تیغه
- پیکربندی ضخامت اسپیسر
- چیدمان استریپر-حلقه
- ضخامت مواد
- استحکام کششی
- سرعت خط تولید
یک نسبت فاصله ثابت منفرد نباید برای هر درجه فولاد ضد زنگ اعمال شود.
فاصله افقی باید با توجه به درجه فولاد ضد زنگ، ضخامت مواد، استحکام کششی، شرایط لبه مورد نیاز و شرایط دستگاه انتخاب شود.
فاصله ناکافی ممکن است بار برش، سایش و خطر خرد شدن را افزایش دهد. فاصله بیش از حد ممکن است منجر به یک ناحیه شکستگی گسترده تر، افزایش سوراخ ها یا تغییر شکل لبه شود.
نحوه انتخاب تیغه برش HRC55 صحیح
مواد فولادی ضد زنگ را تأیید کنید
لطفا ارائه دهید:
- درجه فولاد ضد زنگ
- سری SUS
- وضعیت مادی
- استحکام کششی
- استحکام تسلیم یا سختی
درجه و استحکام مواد بر روی مواد تیغه، سختی، هندسه لبه و فاصله برش تأثیر می گذارد.
ضخامت مواد را تایید کنید
لطفا ارائه دهید:
- ضخامت عملیاتی معمولی
- حداقل ضخامت
- حداکثر ضخامت
- آیا ضخامت در طول تولید تغییر می کند
ضخامت مواد بر بار تیغه، ابعاد، فاصله و نیازهای همپوشانی تأثیر می گذارد.
ابعاد تیغه را تایید کنید
اطلاعات توصیه شده شامل:
- قطر بیرونی
- قطر داخلی
- ضخامت تیغه
- کلید یا ساختار نصب
- هندسه لبه برش
- مواد تیغه موجود
- سختی تیغه موجود
یک نقشه فنی ترجیح داده می شود. وقتی هیچ طرحی در دسترس نباشد، مشتریان می توانند عکس ها، ابعاد یا نمونه های فیزیکی تیغه های موجود را ارائه دهند.
پارامترهای ماشین و تولید را تأیید کنید
لطفا ارائه دهید:
- مدل دستگاه برش
- ابعاد درختکاری
- سرعت برش
- عرض نوار مورد نیاز
- تعداد تیغه ها در هر مجموعه ابزار
- روش قفل کردن ابزار
- پیکربندی فاصلهدهنده و حلقه سلبکننده موجود
تیغه ها باید با آربورها و سیستم ابزار کامل مطابقت داشته باشند. آنها نباید تنها با استفاده از اطلاعات قطر بیرونی و قطر داخلی تولید شوند.
مشکلات موجود بریدن را شرح دهید
لطفاً مشکلات فعلی را توضیح دهید، از جمله:
- فرز بیش از حد
- بریدگی لبه برش
- آسیاب مجدد مکرر
- سایش ناهموار تیغه های بالا و پایین
- عرض نوار ناپایدار
- خراش سطح فولاد ضد زنگ
- چسبندگی مواد
- جداسازی مواد ناپایدار
SENDA میتواند بررسی کند که آیا تیغهها، فاصله، فاصلهگیرها، آربوردها و شرایط نصب باید با هم تنظیم شوند یا خیر.
فرآیند تولید
مسیر تولید تیغه های چرخشی HRC55 با توجه به مواد تیغه، ابعاد، ساختار و الزامات دقت تعیین می شود.
یک فرآیند معمولی شامل:
- نقشه کشی و بررسی برنامه
- انتخاب مواد تیغه
- بازرسی مواد اولیه
- آماده سازی خالی یا آهنگری
- عملیات حرارتی و معتدل
- ماشینکاری CNC خشن
- ماشینکاری داخلی و خارجی
- سنگ زنی سطح دقیق
- ماشینکاری لبه برش
- سنگ زنی یا پرداخت ریز
- مغناطیس زدایی و جلوگیری از زنگ زدگی
- بازرسی نهایی
- بسته بندی کیس چوبی
تیغه های نازک، تیغه های با قطر بزرگ و هندسه لبه های خاص ممکن است به کنترل های متفاوتی در طول عملیات حرارتی و سنگ زنی نیاز داشته باشند.
بازرسی و کنترل کیفیت
SENDA در سال 1998 تاسیس شد و بیش از 100 کارمند دارد. تولید و بازرسی تحت یک سیستم مدیریت کیفیت ISO 9001 مدیریت می شود.
بسته به سفارش و نقشه تایید شده، موارد بازرسی ممکن است شامل موارد زیر باشد:
- جنس تیغه
- سختی
- قطر بیرونی
- قطر داخلی
- ضخامت تیغه
- صافی
- موازی سازی
- متمرکز بودن یا خروج شعاعی
- زبری سطح
- وضعیت لبه برش
- خراش های سطحی
- تراشه و فرز
- علامت گذاری محصول
- حفاظت از زنگ زدگی
- وضعیت بسته بندی
الزامات بازرسی نهایی بر اساس نقشه، سفارش و موافقت نامه فنی تایید شده است.
خدمات Regrinding در خارج از کشور
SENDA خدمات بازگشت به کارخانه را برای مشتریان خارج از کشور ارائه می دهد.
قبل از سنگ زنی مجدد، تیغه های استفاده شده برای موارد زیر ارزیابی می شوند:
- سایش لبه
- عمق برش
- ابعاد تیغه باقی مانده
- شرایط مواد و سختی
- سابقه دوباره سنگ زنی قبلی
- مسطح بودن و موازی بودن
- ترک یا آسیب غیر طبیعی
هنگامی که تیغه ها برای سنگ زنی مجدد مناسب باقی می مانند، SENDA می تواند ترمیم لبه، سنگ زنی دقیق، بازرسی مجدد ابعاد، جلوگیری از زنگ زدگی و بسته بندی مجدد را انجام دهد.
هر تیغه استفاده شده را نمی توان دوباره آسیاب کرد. تیغه هایی با بریدگی عمیق، ابعاد ناکافی باقی مانده یا آسیب ساختاری ممکن است نیاز به تعویض داشته باشند.
بسته بندی، MOQ و تحویل
حداقل مقدار سفارش
حداقل مقدار سفارش عبارت است از:
2 عدد
این از مشخصات سفارشی، تأیید نمونه و الزامات تعویض دسته کوچک پشتیبانی می کند.
زمان سرب
زمان استاندارد استاندارد عبارت است از:
حدود 35 روز
زمان تحویل نهایی به مواد تیغه، ابعاد، کمیت، مسیر عملیات حرارتی و نیازهای دقت بستگی دارد.
بسته بندی استاندارد
بسته بندی استاندارد یک جعبه چوبی است.
آماده سازی بسته بندی معمولاً شامل موارد زیر است:
- تمیز کردن تیغه
- حفاظت از زنگ زدگی
- محافظ لبه برش
- تثبیت تکی یا لایه ای
- آرماتور کیس چوبی داخلی
- بازرسی علامت گذاری خارجی
روش بسته بندی با توجه به ابعاد تیغه، وزن و مقدار سفارش تنظیم می شود.
سوالات متداول
آیا HRC55 برای هر کاربرد برش فولاد ضد زنگ مناسب است؟
خیر
HRC55 یک نیاز سختی تیغه است. همچنین باید همراه با مواد تیغه، درجه فولاد ضد زنگ، ضخامت مواد، استحکام کششی، سرعت بریدگی و خطر خرد شدن ارزیابی شود.
چگونه باید بین D2 و SKD11 انتخاب کنم؟
هر دو D2 و SKD11 را می توان برای تیغه های برش فلزی استفاده کرد.
انتخاب نهایی بستگی به استحکام فولاد ضد زنگ، ضخامت، بار برش، حالت سایش مورد انتظار، خطر خرد شدن و نیازهای سنگ زنی مجدد دارد.
SENDA پیکربندی مواد و عملیات حرارتی را پس از بررسی شرایط عملیاتی تایید می کند.
آیا SENDA می تواند تیغه ها را طبق نقشه ها بسازد؟
بله.
SENDA میتواند تیغههای چرخشی را بر اساس نقشههای مشتری، ابعاد تیغههای موجود یا نمونههای فیزیکی تولید کند.
نقشه ها ترجیحا باید شامل قطر خارجی، قطر داخلی، ضخامت، تحمل ها، هندسه لبه و مواد مورد نیاز باشد.
SENDA چه دقتی می تواند ارائه دهد؟
برای اندازه تیغه های قابل اجرا:
- تحمل ضخامت می تواند به 0.001 ± میلی متر برسد
- موازی می تواند به 0.002 میلی متر برسد
- زبری سطح استاندارد می تواند به Ra 0.2 میکرومتر برسد
- زبری سطح صیقلی می تواند به Ra 0.1 میکرومتر برسد
دقت نهایی با توجه به ابعاد تیغه و الزامات نقشه تایید می شود.
آیا SENDA می تواند اسپیسرها و حلقه های سلب کننده را تامین کند؟
بله.
SENDA می تواند اسپیسرهای فولادی، شیم ها، حلقه های PU، حلقه های لاستیکی، حلقه های جداکننده و حلقه های استریپر فولادی را برای پیکربندی کامل ابزار برش ارائه دهد.
آیا SENDA برای مشتریان خارج از کشور سنگریزه مجدد ارائه می کند؟
بله.
قبل از سنگ زنی مجدد، تیغه ها باید از نظر سایش، خرد شدن، ابعاد باقیمانده، وضعیت مواد و سابقه آسیاب مجدد قبلی ارزیابی شوند.
چه اطلاعاتی برای یک نقل قول لازم است؟
لطفا ارائه دهید:
- درجه فولاد ضد زنگ
- محدوده ضخامت مواد
- استحکام کششی یا سختی
- سرعت برش
- عرض نوار مورد نیاز
- قطر بیرونی تیغه، قطر داخلی و ضخامت
- مدل دستگاه برش
- نقاشی یا نمونه
- مواد تیغه موجود
- مشکلات بریدگی فعلی
- مقدار مورد نیاز
- مطابق با الزامات ابزار
اطلاعات استعلام
برای بررسی درخواست و نقل قول، لطفاً ارائه دهید:
- درجه فولاد ضد زنگ
- حداقل و حداکثر ضخامت مواد
- استحکام کششی یا سختی
- سرعت برش
- عرض نوار مورد نیاز
- تیغه OD × ID × ضخامت
- مدل دستگاه برش و ابعاد آربور
- مواد تیغه و سختی موجود
- مشکلات فعلی، بریدگی یا سایش
- فاصلهدهندهها، شیمها، حلقههای PU یا حلقههای استریپر مورد نیاز
- نقشه، عکس یا اطلاعات نمونه
- مقدار مورد نیاز

 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد!